350℃の排ガスを排出するボイラーはお金を燃やしています。その熱は煙突の上で消える必要はありません。ボイラーエコノマイザーが熱を捕捉して再稼働させ、給水がボイラーに入る前に予熱します。その結果、同じ蒸気出力でも燃焼される燃料が少なくなります。ボイラーを 24 時間稼働させる産業運営では、その差は急速に拡大します。
ボイラーのエコノマイザーが実際に燃料費を削減する方法
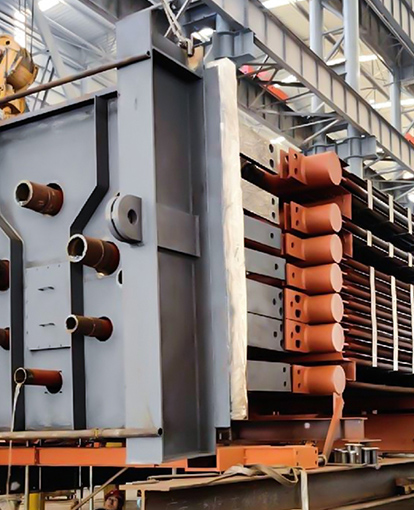
原理は単純です。燃焼排ガスは、燃料の種類とボイラーの設計に応じて、通常 120°C ~ 400°C の大量の熱エネルギーを保持したままボイラーから排出されます。エコノマイザーがなければ、そのエネルギーは廃棄物として大気中に排出されます。これを設置すると、煙道ダクト内に配置されたフィン付きチューブ束がこれらの高温ガスを遮断し、その熱を流入給水に伝達します。
実際の影響は測定可能です。 排気ガス温度が 25°C 低下するごとに、燃料消費量が約 1% 節約されます。 適切なサイズの産業用ボイラー エコノマイザは、スタック温度を定期的に 50 ~ 100 °C 低下させ、少なくとも 2 ~ 4% の燃料節約を実現します。大容量の設備では、合計効率の 8 ~ 15% の向上が達成できます。これは、ボイラーの動作方法に何も変更を加えることなく、年間全体の稼働期間にわたって、エネルギー コストの削減と CO₂ 排出量の削減に直接つながります。
方程式の給水側も同様に重要です。ボイラーに入る冷たい給水により、バーナーの作動が激しくなります。ボイラー内のエコノマイザーは、水を蒸気ドラムに到達する前に 150 ~ 200°C に予熱し、燃焼システムへの熱負荷を軽減し、ボイラーのコンポーネントの寿命を延ばします。
産業用ボイラーエコノマイザの種類: ユニットを排ガス源に合わせて選択する
すべてのエコノマイザーが同じ条件に対応できるわけではないため、間違ったタイプを選択することはよくある間違いであり、コストが高くなります。 3 つの主要な用途カテゴリは、排ガスの発生場所に対応します。
ボイラーテール排ガス — 最も一般的なシナリオ。石炭焚き、ガス焚き、およびバイオマスボイラーは、120 ~ 400°C の排ガスを尾ダクトから排出します。これらのユニットは通常、炭素鋼または ND 鋼の蛇行またはらせん状のフィン付きチューブ構造を使用して、空気予熱器と直列に配置されます。これは、蒸気および温水ボイラー システムの標準構成です。参照 ボイラーテール排ガス回収用エコノマイザー このアプリケーション用に。
工業用炉排ガス — セメントキルン、ロータリーキルン、および高温炉は、より重い粒子負荷とより広い温度変動を伴う燃焼排ガスを生成します。エコノマイザの設計は灰の付着と浸食を考慮する必要があり、より広いチューブピッチとより積極的なすす吹き対策が必要です。専用設計 工業炉排ガス用エコノマイザー これらの条件に具体的に対処してください。
プロセス装置の排ガス — 化学反応器、製油所のヒーター、その他のプロセスユニットは、腐食性化合物を含む可能性のある排気流を生成します。材料の選択が重要になります。酸露点でのチューブの破損を防ぐために、多くの場合、ステンレス鋼または耐酸性合金が必要になります。 プロセス装置の排ガス用エコノマイザ 各排気流の特定の化学的性質に基づいて設計されています。
指定する前に取得すべき重要なパラメータ
エコノマイザーは、そのサイジングによってのみ機能します。次のパラメータはエンジニアリングのエンベロープを定義するもので、単位を指定する前に確認する必要があります。
- 入口および出口の排ガス温度 — ボイラーテール用途の場合、入口は通常 120 ~ 200 °C の範囲で、目標出口は 100 ~ 150 °C です。酸露点以下に押し込むと、炭素鋼管が腐食損傷する危険があります。
- 給水温度 — 入口給水は 80 ~ 120 °C、出口ターゲットは 150 ~ 200 °C。これらは対数平均温度差を決定し、熱伝達表面積を決定します。
- 熱伝達係数 — フィン付きチューブエコノマイザーは 20 ~ 50 W/m²·K の範囲で動作します。燃焼排ガスの速度が高くなると (8 ~ 15 m/s)、熱伝達は向上しますが、バンドル全体の圧力損失が増加します。
- 圧力損失の制約 — 排ガス側の圧力降下は通常 100 ~ 500 Pa です。給水側 50 ~ 200 kPa。これらを超えると、誘起通風ファンの容量とシステム バランスに影響します。
- チューブの形状と材質 — スパイラルフィン付きチューブにより、単位体積あたりの表面積が最大化されます。攻撃的な排ガス化学の場合、材料を ND 鋼またはステンレスにアップグレードすると、耐用年数が大幅に延長されます。 エコノマイザー熱交換用スパイラルフィンチューブ 管理可能な汚れ特性を備えた高い表面密度を提供します。
エコノマイザーのパフォーマンスを損なうよくある間違い
産業用エコノマイザーの設置では、次の 3 つの故障パターンが繰り返し発生します。
酸露点以下で動作します。 排ガスが硫酸または塩酸の凝縮温度 (硫黄含有燃料の場合は通常 120 ~ 150 °C) を超えて冷えると、酸が管壁で凝縮し、炭素鋼が急速に腐食します。解決策は、給水入口の最低温度を維持するか、最初から耐酸性の材料を指定することです。損傷が現れてから改修するのではありません。
実際の動作条件に合わせてオーバーサイズまたはアンダーサイズ。 ボイラーのピーク負荷向けに設計されたエコノマイザは、燃焼排ガス流量が低下すると熱伝達が大幅に低下する部分負荷ではパフォーマンスが低下します。ユニットは、銘板の最大値ではなく、最も頻繁に使用される動作点に合わせてサイズを決定する必要があります。推定値ではなく、正確な排ガス流量データが必須の入力です。
汚れ管理を怠っている。 灰や煤は時間の経過とともにフィン付きチューブの表面に蓄積し、伝熱領域を徐々に断熱します。定期的な洗浄プロトコル (燃料の種類に応じて、すす吹き、水洗浄、または機械洗浄) がなければ、試運転時に 10% の効率向上を達成したエコノマイザが 1 年後にはほとんど貢献しない可能性があります。最初からメンテナンス アクセスをインストールに組み込んだほうが、後から変更するよりもはるかに安価です。