産業効率を高める廃熱ボイラーエコノマイザ統合の実践ガイド
あ 廃熱ボイラーエコノマイザ 産業用蒸気システムの熱効率を最大化する上で重要な役割を果たします。この記事では、実際の考慮事項、一般的な構成、最適化戦略、トラブルシューティングに焦点を当て、廃熱ボイラーと組み合わせたエコノマイザの設計、選択、および運用に関する実践的な実装指向のガイドを提供します。熱回収、エネルギー節約、メンテナンスのベスト プラクティスに関する実用的な洞察を求めるエンジニア、工場管理者、および技術専門家を対象としています。
廃熱ボイラーエコノマイザの役割を理解する
あ Waste Heat Boiler Economizer is a heat recovery heat exchanger that captures low‑grade waste heat from flue gases and transfers it to feedwater before it enters the waste heat boiler or steam generator. This preheating reduces the fuel required to reach steam temperature and increases overall boiler efficiency. The key benefit is reducing fuel consumption while lowering stack temperatures, which also minimizes emissions.
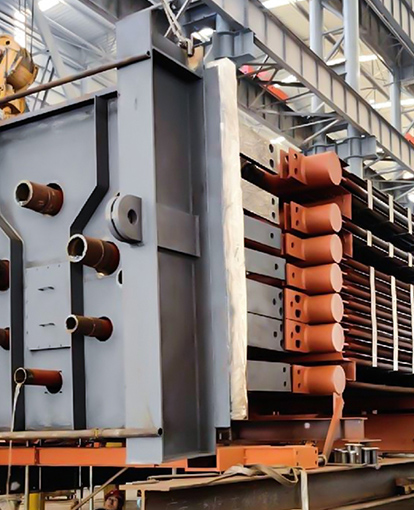
製鉄所、セメント工場、製油所などの工業環境では、大量の高温の排気ガスが発生するのが一般的です。このエネルギーを大気中に放出するのではなく、適切に設計されたエコノマイザーによって再利用され、有用な熱エネルギーに変換されます。廃熱ボイラーとの効果的な統合により、システムとデューティ サイクルに応じて、エネルギー性能を 5 ~ 15% 以上向上させることができます。
エコノマイザー・ボイラーシステムの一般的な産業用途
廃熱ボイラーと組み合わせた場合、エコノマイザは多くの場合、大量の排ガスが発生し、連続運転が行われるプロセスに設置されます。典型的なアプリケーションには次のようなものがあります。
- コージェネレーションプラントのガスタービンからの排熱を回収し、ボイラー給水を予熱します。
- セメントロータリーキルンスタックから熱を回収し、廃熱回収ボイラーとエコノマイザーに電力を供給して発電します。
- 鉄鋼再熱炉の排ガスはエコノマイザーを経由して温水または蒸気システムをブーストします。
- 製油所のフレアスタックまたはヒーター排気からの廃熱を利用してボイラー給水を予熱します。
効果的な廃熱ボイラーエコノマイザの設計原則
排ガス流量と熱負荷に応じたサイジング
適切なサイジングにより、温度が酸性露点を下回ったときに酸性ガスの凝縮を引き起こすことなく、エコノマイザーが可能な限り多くの熱を捕捉します。エンジニアは、煙道ガスの流量、比熱、温度、および必要な給水温度の上昇を把握しておく必要があります。エコノマイザーのサイズが間違っていると、過度の圧力降下が発生したり、エコノマイザー用に設計されていないコンポーネントに腐食性凝縮水が持ち込まれたりする可能性があります。
材料の選択と腐食制御
エコノマイザは、高温と腐食性ガスが組み合わされた厳しい環境で動作します。高温には炭素鋼が適しているかもしれませんが、硫酸や硝酸が懸念される場合には、ステンレス鋼やインコロイやハステロイなどの耐食合金が一般的に使用されます。酸が結露する可能性がある場合は、設計に保護コーティングまたは水洗いを含める必要があります。
伝熱面の構成
フィンのタイプ、間隔、チューブの配置は、熱伝達と耐汚損性の両方に影響します。フィン付きチューブは表面積と効率を高めますが、フィンの間隔が狭いと汚れたガス流の汚れが加速する可能性があります。計算流体力学 (CFD) シミュレーションは、バランスの取れた熱伝達と許容可能な圧力降下のチューブ レイアウトを最適化するためによく使用されます。
エコノマイザ システムの設置と試運転
設置には機械、配管、計器の作業が含まれます。重量と熱膨張に対処するには、剛性の高い支持構造が必要です。アクセスプラットフォームは検査と清掃に不可欠です。システム全体をオフラインにすることなくメンテナンスができるように、配管にはバイパス ラインと隔離バルブを含める必要があります。
試運転中は、漏れのチェック、絶縁の完全性の検証、および機器の校正が不可欠です。始動手順では、熱衝撃を避けるために、排ガスと給水を徐々に導入する必要があります。動作の最初の数時間を監視することは、ホットスポットやチューブの早期故障につながる可能性のある不均等な流量分布などの問題を特定するのに役立ちます。
パフォーマンスと信頼性のための運用上のベスト プラクティス
給水の水質管理
エコノマイザーに入る給水は、スケールと堆積物を最小限に抑えるために処理する必要があります。硬度、溶解固形分、酸素含有量はボイラーメーカーの仕様内で管理する必要があります。水質が悪いと熱伝達が低下し、腐食のリスクが高まります。一般的な方法には、脱気、軟化、および特定のシステムに合わせた化学抑制剤の使用が含まれます。
定期的な清掃と汚れの管理
排ガス中の粒子状物質(すす、灰など)による汚れは、時間の経過とともに熱伝達を低下させます。クリーニング戦略には次のようなものがあります。
- シャットダウン期間中のオフラインの化学洗浄。
- ガス側表面用のオンライン スート ブロワーまたはエア ブロワー。
- 技術者による定期的な機械的ブラッシング。
清掃の頻度は、燃料の種類、ガス組成、運転時間によって異なります。差圧監視機能を備えた自動システムは、効率の損失が大きくなる前に洗浄サイクルを開始できます。
安定した動作のための計装と制御
主要な機器には、入口と出口の熱電対、圧力計、流量計、エコノマイザー全体の差圧トランスミッターが含まれます。これらのセンサーは制御システムに入力され、給水流量とバイパス ダンパーの作動を調整して、望ましい温度を維持します。適切な制御戦略により、熱回収を最大化しながら腐食を防止するために排気ガス温度を露点以上に保ちます。
廃熱ボイラーエコノマイザの一般的な問題のトラブルシューティング
このセクションでは、サービス中によく発生する問題に対する実践的なチェックと修正措置を示します。
低い給水温度上昇
エコノマイザが予期した給水温度上昇を実現できない場合は、次の診断手順を検討してください。
- エコノマイザ入口での排ガス温度と質量流量を確認します。
- バイパスバルブが不用意に開いていないか検査してください。
- 熱伝達を低下させるガス側表面の汚れを確認します。
あddressing these issues often returns performance without significant hardware changes.
エコノマイザー全体の過度の圧力損失
あn increasing pressure drop indicates fouling or tube blockages. A measured trend of rising differential pressure over weeks suggests cleaning is overdue. For plants burning dusty fuels, consider installing pre‑filters or improving flue gas particulate control upstream.
腐食とチューブの破損
腐食は、多くの場合、酸露点を下回る排ガス温度に関連しています。ガス出口温度の上昇、耐食性材料の使用、給水化学物質の調整が一般的な緩和戦略です。定期的な厚さ測定により、漏れが発生する前に壁の損失を早期に検出できます。
パフォーマンスの監視と継続的な改善
パフォーマンス監視計画を確立すると、長期的な効率が保証されます。一般的な主要業績評価指標 (KPI) には次のものがあります。
| パラメータ | ターゲット/範囲 | 注意事項 |
| エコノマイザー出口温度 | > 酸露点 | あvoid corrosion |
| 差圧 | 安定/最小上昇 | きれいな熱面を示します |
| 給水温度の上昇 | あs Designed | 職務遂行を検証します |
傾向データは毎月確認し、異常があれば直ちに調査する必要があります。継続的な改善には、多くの場合、清掃スケジュールの調整、制御ロジックの更新、またはパフォーマンス向上のためのコンポーネントの改造が含まれます。
あn effective economizer and waste heat boiler program can save significant fuel costs, reduce emissions, and extend equipment life. Real‑world success stems from thoughtful design, disciplined operation, and proactive maintenance.